Avaliação Do Potencial De Uso De Auxipó Como Auxiliar De Coagulação Em Tratamento De Efluente Industrial
Por Atila B Ribas
Edição Nº 33 - outubro/novembro de 2016 - Ano 6
Vendo a necessidade ambiental para melhor qualidade do ambiente, este trabalho tem por objetivo comprovar a aplicabilidade do Auxipó como auxiliar de coagulação
Vendo a necessidade ambiental para melhor qualidade do ambiente, este trabalho tem por objetivo comprovar a aplicabilidade do Auxipó como auxiliar de coagulação. Deste modo é possível clarificar de forma mais eficiente o efluente antes de seu lançamento em corpo hídrico. Para testar a aplicabilidade do auxiliar de coagulação, foi elaborado dois diagramas de ensaios de coagulação e floculação, de modo que o primeiro diagrama conta apenas com dosagens de coagulante, e o segundo diagrama conta com a dosagem em conjunto de coagulante e auxiliar de coagulação. Ambos ensaios demonstraram eficiência na remoção de turbidez, porém, com a dosagem do Auxipó os resultados apresentaram maior eficiência de remoção.
Introdução
Um dos objetivos no avanço tecnológico das indústrias de papel e celulose é manter-se competitiva aumentando continuamente a eficiência ambiental de suas fábricas (FIGUEIREDO, 2014). O destino final dos efluentes de forma ambientalmente correta e economicamente viável é um dos desafios das indústrias de celulose e papel (MAEDA, 2014).
O Brasil é referência internacional no setor de celulose e papel, pois além de ser um dos principais produtores mundiais, detém ótimas práticas sustentáveis (BRACELPA, 2009).
Os consumidores mundiais do setor já demonstram que o fator ambiental influencia diretamente nas suas decisões de compra. Em pesquisa realizada pela Tetra Pak com 6044 consumidores de 12 países diferentes resultou em 78% de afirmação que o desempenho ambiental das embalagens influi nas decisão de escolha da marca (Tetra Pak, 2015).
As indústrias de celulose e papel usam grande quantia de água em seu processo produtivo. O consumo médio está entre 23 e 49 m³/adt (tonelada seca ao ar) (MEISSNER e LIMA, 2015), todavia, vale analisar um retrospecto dos últimos anos, onde em 2009 o consumo poderia atingir 91,3 m³ por tonelada (BACHMANN, 2009), em 1972 o consumo chegava a 112 m³/odt (tonelada absolutamente seca) e em 1946 os valores de consumo registravam 417,3 m³/odt (FOELKEL, 2011).
O uso da água na indústria ocorre em diferentes formas, tais como: incorporação ao produto, lavagem do maquinário, sistemas de resfriamento, produção de vapor, águas usadas no processo de formação do produto, entre outros. As águas utilizadas são contaminadas por resíduos do processo industrial, originando assim os efluentes líquidos (GIORDANO, 2004).
De acordo com Metcalf & Eddy (2013), antes de implementar uma ETE é necessário munir-se do conhecimento sobre a composição dos efluentes gerados nas operações unitárias do processo, bem como sua variação no tempo.
As características variam de acordo com o processo de produção, matéria prima, tecnologia de processo, reutilização de água residual e quantidade de água empregada no processo (POKHREL e VIRARAGHAVAN, 2004).
O processo de tratamento físico químico é amplamente empregado nas ETE’s (Estações de Tratamento de Efluente). Uma das tecnologias aplicadas neste processo é a coagulação seguida de floculação, duas etapas mundialmente empregadas.
Para que seja efetiva a etapa de floculação, é necessário que os coloides presentes no efluente estejam dispostos a aglutinarem-se para formar flocos (na etapa posterior - floculação). A coagulação consiste no processo de desestabilização dessas impurezas presentes no efluente (KIM et al., 2001), de modo que estes coloides possam ser agregados, formando os flocos, e assim subsequentemente removidos na etapa de sedimentação.
Segundo Eckenfelder (1989), os coloides apresentam cargas elétricas superficiais negativas, deste modo se repelem e impedem a aglomeração. A adição do coagulante vem a desestabilizar essas cargas negativas, tornando possível a formação dos flocos. Por muitas vezes, o uso de algum auxiliar de floculação mostra-se útil, acelerando e potencializando o processo de formação de flocos.
Existem auxiliares de floculação naturais e sintéticos, cada qual com sua aplicabilidade potencial. O Auxipó é um auxiliar de coagulação oriundo de resíduo de mineração, sendo este um passivo ambiental, até então. Sua aplicabilidade como auxiliar de floculação mostra-se viável, uma vez que seu custo é irrisório.
Esta pesquisa tem por desígnio aplicar o Auxipó como auxiliar de floculação no efluente de uma indústria de celulose e papel de grande porte, a fim de evidenciar sua viabilidade.
Materiais e métodos
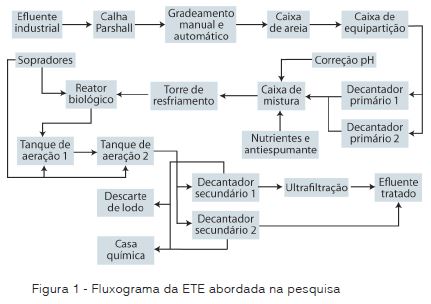
As amostras para realização desta pesquisa são oriundas da ETE de uma indústria de celulose e papel localizada na região dos Campos Gerais, no estado do Paraná. A ETE exibida no fluxograma da figura 1 apresenta vazão de projeto de 4000 m³/h, apresentando em sua configuração a seguinte sequência: calha Parshall, gradeamento, caixa de areia, caixa de equiparação, decantadores primários, caixa de mistura (adição de nutrientes, antiespumante e químico para correção de pH), torre de resfriamento, reator biológico aerado, tanques de aeração (lodos ativado), decantador secundário e ultrafiltração. Para realizar a caraterização do efluente, as coletas foram realizadas logo após a calha Parshall.
Para avaliar a eficiência de remoção da ETE, as coletas foram realizadas após a calha Parshall e após o decantador secundário 1.
Para realizar a etapa de amostragem e avaliação da viabilidade do Auxipó, a coleta foi conduzida após o decantador secundário 1.
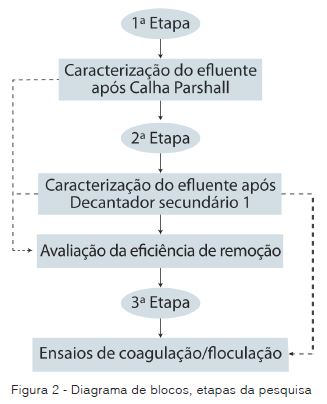
A etapa de amostragem desta pesquisa constituiu-se de três etapas, como é possível visualizar na figura 2.
Na primeira etapa foi realizada somente a caracterização do efluente a ser trabalhado. Junto com a caracterização do mesmo, foi feito um monitoramento de 7 meses, sendo realizadas amostragens diárias para diferentes parâmetros.
Na segunda etapa foi abordado mesmo procedimento. Com os dados de monitoramento em mãos, foi possível realizar a análise de remoção e avaliar a eficiência da ETE por um período de 7 meses, onde ocorreram diversas variações no processo, culminando em diferentes características para o efluente.
A terceira etapa constitui de uma única amostra de efluente. Visto que depois da caracterização seus parâmetros mostravam seguir a média do período monitorado, esta amostra foi validada para iniciar o procedimento de testes em jar test, onde foi possível avaliar a eficiência de coagulação/floculação da amostra com coagulante e com coagulante mais Auxipó.
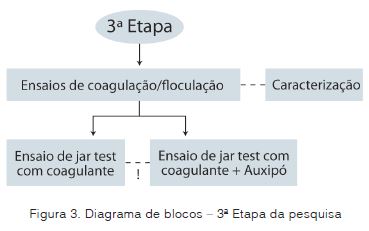
Nesta terceira etapa vale ressaltar a metodologia aplicada. Foram realizados testes em duas baterias paralelas, como é possível observar na figura 3.
Na figura 3 é possível visualizar as duas linhas de amostragem que partem na terceira etapa. Importante citar que na primeira linha é realizado somente o ensaio com coagulante, consequentemente as análises da segunda linha contam com adição do Auxipó.
Foi realizada uma variação nas dosagens do coagulante e Auxipó (juntamente com a variação do pH) para tentar buscar o melhor ponto de coagulação/floculação.
Antes de submeter às amostras aos ensaios de coagulação/floculação foi realizada a caracterização deste efluente, para que se possa encontrar a eficiência isolada desta etapa de remoção. Para realizar as amostragens foram utilizados os equipamentos mostrados na figura 4. O jar test utilizado é da marca Milan, modelo JT102, o turbidímetro da marca Hach, modelo 2100Q e pHmetro da marca Qualxtron, modelo tx 1500 plus.
Descritivo da amostragem
As amostras após decantador secundário foram acondicionadas em frascos de 60 litros, sendo necessários 5 frascos para totalizar cada bateria de análises. Para o resfriamento foi utilizado gelo triturado sobre os frascos. Também foi enviado uma amostra de 1 litro de efluente bruto.
Para etapa 3, as amostras foram recebidas em dois lotes. O Lote 1 no dia 20 de novembro de 2015 e o Lote 2 no dia 4 de dezembro de 2015.
Ao receber a amostra de efluente em laboratório, primeiramente foram conduzidas as análises de caracterização do efluente bruto e efluente pós decantador. Estes dados foram cruzados com uma série histórica para verificar se os valores estavam condizentes com a característica rotineira do efluente desta estação.
Após validação, as amostras do Lote 1 foram submetidas aos ensaios sem utilização do Auxipó (somente Al2(SO4)3) e nos ensaios do Lote 2 foram aplicados dosagens de Auxipó (Al2(SO4)3 + Auxipó).
Para ambas as amostragens foram utilizadas a mesma rotina de gradientes de velocidades e tempos em Jar test. O procedimento aplicado ao Jar test corresponde à dosagem de agente alcalinizante ou acidificante no início do teste (0 segundo), com 30s realiza-se a dosagem do coagulante sulfato de alumínio somente ou combinado com o auxiliar de floculação, permitindo 10s de agitação rápida a 420 rpm (1000 s-1). Após esse período o teste entra na fase de floculação, mantendo uma rotação de 55 rpm (45 s-1) por 20 minutos. Após este período, o Jar test é desligado e inicia-se o processo de decantação, onde a amostra estará em repouso (por 10 minutos) para que haja a deposição dos flocos.
Após passar o tempo de decantação, é realizado a coleta e ensaio das amostras, obtendo assim os valores de pH e turbidez.
Para a correção de acidez e alcalinidade foi utilizado ácido sulfúrico e hidróxido de sódio, respectivamente. Ambos com concentração de 0,1 mol/L.
O coagulante utilizado foi o sulfato de alumínio com teor de Al2O3 de 8,3%. Para o preparo do mesmo foi diluído 4g do mesmo em 1 L de água ultrapura tipo 1.
O auxiliar de coagulação, Auxipó, também necessitou de diluição, sendo utilizados 30 mg em 1 L de água ultrapura tipo 1.
Análise e discussão de resultados
A ETE estudada neste trabalho apresenta uma eficiência comprovada, uma vez que opera há vários anos, lançando efluente no corpo hídrico, em conformidade com a legislação vigente.
Todavia, para corroborar este trabalho, foi elaborado um monitoramento de 7 meses na ETE em questão. Sendo possível visualizar seu desempenho no passar do tempo.
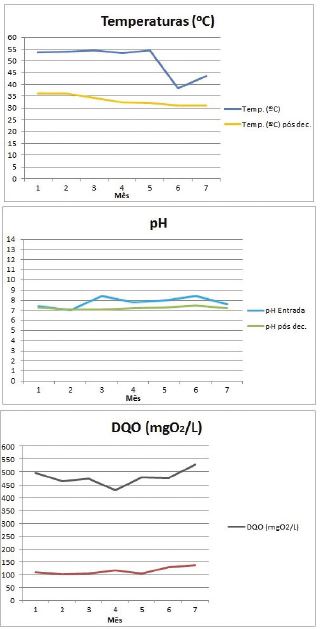
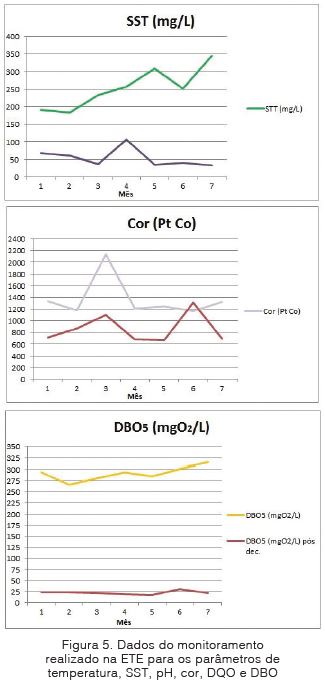
Os dados coletados para esta análise estão exemplificados na figura 5.
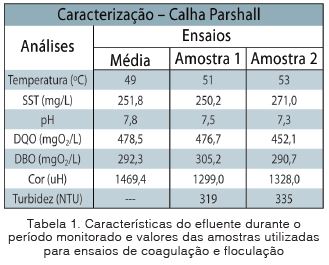
Observando os dados apresentados na figura 5 é possível comprovar que todos os valores amostrados após o decantador demonstram a eficiência de remoção da ETE. No caso do pH, o objetivo é manter o efluente em pH neutro para favorecer as etapas subsequentes, portanto, quando o efluente chega na estação de tratamento com valores abaixo de 7 (não usual), automaticamente é cessado a dosagem de ácido e iniciado a dosagem de alcalinizante. Alguns dados do mês 6 devem ser desconsiderados, uma vez que toda a fábrica estava parada para manutenção geral, realizada anualmente. Deste modo é possível caracterizar o efluente nestes sete meses. Com a média deste período é possível nortear se uma única amostragem está ou não fora das características usuais. As médias dos dados coletados estão dispostos na tabela 1.
Na tabela 1 também é possível visualizar os dados das amostras 1 e 2. Analisando os dados da amostra 1 e 2 é possível concluir que os valores são próximos à média, ou seja, os valores são aceitáveis como representativos às características comumente observadas na ETE.
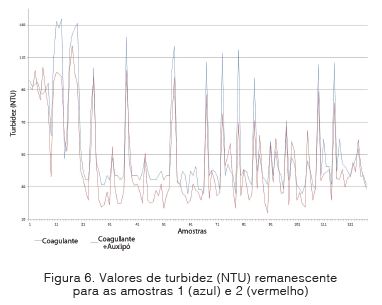
As amostras 1 e 2 foram submetidas às análises de coagulação e floculação. Após os ensaios foram mensurados os valores de turbidez remanescente. Na figura 6 estão apresentados os dados de turbidez remanescente das duas amostras, referente às análises com e sem o auxiliar de coagulação.
Observando as duas curvas sobrepostas na figura 6, é visível os menores valores de turbidez remanescente quando utilizado o auxiliar de coagulação, assim como esperado. Em alguns pontos é possível visualizar uma piora na turbidez remanescente com o uso do auxiliar de coagulação, porém, em quantidade menor.
Para escolher a melhor opção de dosagem de coagulante e auxiliar de coagulação não basta analisar apenas a quantidade de químicos que foram dosados com está função, mas também, qual o pH em que a amostra obteve as melhores respostas. Em outras palavras, para escolher a melhor opção de dosagem de químicos para remoção de turbidez, é necessário analisar os pares de valores de pH e dosagens de coagulante (e auxiliar de coagulação, quando existem) simultaneamente.
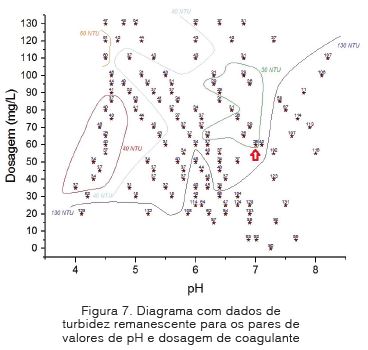
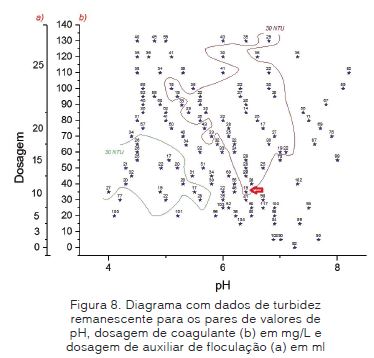
Para obter a melhor opção de dosagens para remoção de turbidez é viável a construção de um digrama de coagulação através de um gráfico de dispersão com seleção das ilhas de melhores resultados obtidos, como é possível visualizar nas figuras 7 e 8.
Na figura 7 foram confeccionadas algumas curvas para formação de ilhas de valores, a fim de visualizar onde os pares de valores pH e dosagem respondem melhor aos ensaios de coagulação e floculação.
Ainda na figura 7 é possível visualizar uma pequena ilha de valores menores a 30 NTU, onde a amostra respondeu melhor aos pares de valores de dosagem e pH. É perceptível que para valores de pH mais alcalinos a resposta à clarificação não é tão eficiente, mesma resposta percebida para valores de dosagem abaixo de 25 mg/L de coagulante.
O melhor ponto observado na figura 7 é para dosagem de coagulante de 60 mg/L e 10 ml de NaOH, pois deve-se levar em consideração que quanto maior a dosagem de químico necessária, maior será o gasto com químicos pela ETE.
Para cada ponto demonstrado nos gráficos de dispersão foi ministrado uma dosagem de coagulante (e Auxipó, quando necessário) e uma dosagem de corretor de pH, alcalinizante ou ácido, resultando assim em valores para uma ampla faixa de pH final. Deste modo, é possível observa-se que para uma mesma dosagem de coagulante tem-se até seis valores de turbidez remanescente, em diferentes valores de pH.
Todos os dados foram tabelados, para que após a confecção final do diagrama fosse possível saber qual a dosagem para cada ponto.
O melhor ponto observado na figura 8 foi observado com os pares de valores de 35 mg/L de coagulante e 10 ml de NaOH. Este resultado foi possível devido à dosagem de 10 ml de Auxipó.
De modo geral, o coagulante sulfato de alumínio acidifica a amostra, portanto, quanto maior for sua dosagem, menor será o pH resultante, necessitando de maiores dosagens de base e menores dosagens de ácido. Deste modo, conforme se aumentam as dosagens de sulfato de alumínio maior deve ser a dosagem de hidróxido de sódio para equilibrar o pH.
É perceptível a melhora nos dados da figura 8, levando a uma menor dosagem de químicos, corroborando menor gasto na ETE.
Considerações finais
Com o presente trabalho foi possível chegar às seguintes conclusões:
• O levantamento de dados sobre a ETE demonstrou sua regularidade nas características dos efluentes quanto à Temperatura, DBO, DQO e pH. As características de SST e Cor demonstraram pequenas variações.
• Através do monitoramento contínuo observou-se ótima remoção dos parâmetros analisados;
• A eficiência de remoção para os parâmetros no período analisado foi de:
- Temperatura: 33%;
- SST: 84%;
- DBO5: 92%;
- DQO: 78%;
- Cor: 46%.
• A eficiência de remoção demonstrou boa resposta ao tratamento proposto, porém, a eficiência de remoção de Turbidez não pode ser analisada por falta de amostras no período analisado. Todavia, as análises feitas com as duas amostras de caracterização indicam uma eficiência de remoção de aproximadamente 60%.
• Com a inserção da etapa de coagulação e floculação a eficiência de remoção de turbidez pode chegar a 95%, uma vez que foi observado valores de turbidez remanescente de até 17 NTU.
• Com os digramas de floculação foi possível corroborar sua eficácia na remoção de Turbidez;
• Os diagramas de floculação mostram uma melhor eficiência quando aplicado auxiliar de coagulação em conjunto com o coagulante. Vale ressaltar que com a utilização combinada de auxiliar de coagulação e coagulante existe uma redução nos gastos.
• Para obter com melhor precisão os parâmetros de projeto para a inserção de uma unidade de coagulação e floculação na ETE sugere-se uma pesquisa com variação de coeficiente de agitação e tempos de mistura rápida e mistura lenta. Agradecimento: O autor agradece o SENAI-PR pelo apoio à pesquisa e fornecimento do Auxipó (desenvolvido na própria unidade).
Atila B Ribas
Engenheiro Ambiental, Mestre em Engenharia de Infra-estrutura Aeronáutica e Doutorando em Engenharia Civil.
Referências bibliográficas:
BACHMANN, D. L. Environmental benchmarking in the pulp and paper industry. Technical Report. O Papel. São Paulo. 2009.
BRACELPA – Associação Brasileira De Celulose E Papel. São Paulo, 2009. Disponível em: <http://www.bracelpa.com.br>.
ECKENFELDER, W.W. Industrial water pollution control. 2.ed. New York: McGraw-Hill, 400p. 1989.
FIGUEIREDO, P. N.; Beyond technological catch-up: An empirical investigation of further innovative capability accumulation outcomes in latecomer firms with evidence from Brazil. Journal of Engineering and Technology Management. 31(1) 73-102. 2014.
FOELKEL, C. Eucalyptus Online Book & Newsletter. 2011.
GIORDANO, G. Avaliação ambiental de um balneário e estudo de alternativa para controle da poluição utilizando o processo eletrolítico para o tratamento de esgotos. Niterói – RJ. 137 p. Dissertação de Mestrado (Ciência Ambiental) Universidade Federal Fluminense. 2004.
KIM, S.; MOON, B.; LEE, H. Effects of pH and dosage on pollutant removal and floc structure during coagulation. Michochemical Journal, v.68, p.197-203, 2001.
MAEDA, S. Resultados de pesquisa com logo gerado no tratamento de efluentes da reciclagem de aparas de papel como insumo para plantio de pinus taeda. Referência Celulose & Papel. v.7. n.15. 2014.
MEISSNER, D, C; LIMA, N, R. Impacto da água fresca sobre o processo produtivo em plantas de indústrias de celulose no brasil. Referência Celulose & Papel. v.8 n.19. p30-40. 2015.
METCALF & EDDY. Wastewater engineering: Treatment and resource recovery. 5.ed. New York: McGraw-Hill. 2038p. 2013.
POKHREL, D., VIRARAGHAVAN, T. Treatment of Pulp and Paper Mill Wastewater – a Review. Science of the Total Environment. num.333, pp.37-58. 2004.
TETRA PAK. Environment Research 2015 – Summary Report. 2015. Disponível em: <www.tetrapak.com>. Acesso em: 09/09/2015.