
Tratamento De Efluentes Na Fabricação De Bebidas
Por Henrique Martins Neto
Edição Nº 16 - dezembro de 2013/janeiro de 2014 - Ano 3
Há cerca de 10.000 anos o homem descobriu o fenômeno da fermentação de sucos e obteve acidentalmente as primeiras bebidas alcoólicas, pouco mais de 5.000 anos desta descoberta, os sumérios e assírios iniciaram a produção de bebidas fermentadas a base de g

Há cerca de 10.000 anos o homem descobriu o fenômeno da fermentação de sucos e obteve acidentalmente as primeiras bebidas alcoólicas, pouco mais de 5.000 anos desta descoberta, os sumérios e assírios iniciaram a produção de bebidas fermentadas a base de grãos. Também há registros em hieróglifos com mais de 4.000 anos indicando que o povo egípcio conhecia e produzia a bebida fermentada em diferentes versões.
No Brasil, no período da Proclamação da República, foram instaladas as primeiras indústrias cervejeiras nacionais. Atualmente este setor emprega mais de 150 mil pessoas direta ou indiretamente, segundo o Sindicato Nacional da Indústria da Cerveja (SINDCERV) em 2012, sendo o 3º maior produtor mundial da bebida, juntamente com a Rússia. Tabela I apresenta o top 3 mundial deste segmento:

Já quanto ao consumo per capta de cerveja, ou seja, o volume consumido por pessoa por ano o top 3 é composto por República Tcheca, Irlanda e Alemanha, cujos consumos são apresentados na tabela II.

Atualmente o Brasil ocupa a 15º posição do ranking entre 40 países, com o consumo médio de 57 litros por pessoa por ano.
O processo produtivo da cerveja é dividido em 6 etapas, ilustrado pelo fluxograma abaixo.
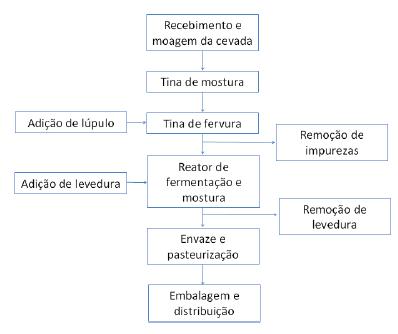
Após o recebimento da cevada, a mesma é moída por moinhos e transferida à tina de mostura, neste reator o cereal moído permanece por cerca de 1 hora em banho de água a 67ºC, com o intuito de transformar os carboidratos em açúcares.
Concluída a mostura, o líquido é encaminhado para a tina de fervura, onde ficará submetido por mais 1 hora e meia a 98ºC, sendo que no meio ou próximo ao final deste processo é adicionado o lúpulo, para proporcionar o aroma e sabor característico da bebida. Já fervido o mosto, é centrifugado para purificar o caldo e remover grãos e cascas que por ventura não foram aproveitados.
A próxima etapa é refrigeração do caldo para 20ºC, através de trocadores de calor tipo placa. Já refrigerado e centrifugado o mosto é encaminhado para o reator de fermentação, onde são adicionadas as leveduras. O processo fermentativo dura em média 5 dias e consiste na transformação dos açúcares em gás carbônico e álcool através de diversas reações bioquímicas. Assim que atingido a concentração alcoólica desejada a temperatura do reator é reduzida a 0ºC, para iniciar a maturação da cerveja. Este processo dura em média 15 dias e consiste na sedimentação da levedura, para obter uma leve clarificação da cerveja e melhorar o odor e sabor.
Após a maturação a cerveja apresenta elevada turbidez e requer purificação através de filtração em filtro de terra diatomácea, sistemas de ultrafiltração em membranas etc. Após este estágio a cerveja já está pronta, restando apenas o envaze, pasteurização e embalagem.
Antes do envasamento da cerveja, as garrafas reaproveitadas do mercado, são inspecionadas, visando a detecção de trincas, rachaduras etc. Na sequência são enviadas para limpeza por esteiras rolantes aos lavadores, que utilizam jatos de água quente e fria, banhos em soluções alcalinas esterilizantes sob temperaturas que variam entre 40 e 70 ºC.
A seguir são submetidas ao enxaguamento interno e externo com água pura na temperatura ambiente e finalmente encaminhadas às máquinas envasadoras As garrafas prontas são encaminhadas ao pasteurizador, onde são submetidas a um aquecimento progressivo por chuveiros de água até 60ºC, seguido de resfriamento e nova inspeção visual e eletrônica. As garrafas pasteurizadas são enviadas para as respectivas embalagens e a bebida não pasteurizada é encaminha para envaze em barris e recebe a denominação de chopp.
Nota-se portanto que o processo produtivo da cerveja emprega água em diversos etapas do processo, em resumo podemos dizer que o consumo de água está relacionado com:
• Lavagem da área de preparação e envaze;
• Lavagem dos reatores e tanques de armazenamento de cerveja;
• Lavagem dos pisos das áreas de fermentação, maturação e filtração;
• Lavagem das garrafas e barris;
• Lavagem das máquinas, tanques, equipamentos e tubulações;
• Descargas dos tanques de solução de soda;
• Restos de cerveja resultantes da quebra de garrafas e produtos em não conformidade;
Em média considerando todo a planta produtiva utiliza-se de 5 a 10 litros de água para produzir 1 litro de cerveja.
Utilizamos a indústria de cerveja como exemplo no segmento de bebidas, porém as indústrias de vinhos seguem um fluxograma produtivo muito semelhante, a diferença básica consiste na matéria prima utilizada e pequenas variações de processos.
Já na indústria de sucos e refrigerantes, não há necessidade de etapas de mostura e fermentação, portanto são unidades fabris com fluxograma produtivo mais simplificado. Nestas unidades as frutas são selecionadas e limpas por esteiras seguido de enxágues com jatos de água, para se efetuar as extrações dos sucos e caldos. Os sucos concentrados são então encaminhados para reatores de mistura onde são adicionados água, acidulantes, conservantes, açúcares, corantes e aroma artificial. Já os refrigerantes, além do ingredientes citados também recebem o xarope e gás Carbônico, finalizando o processo produtivo com o envaze e pasteurização,
A tabela III abaixo apresenta as principais características de efluentes oriundos do processo de fabricação de refrigerante e cerveja.
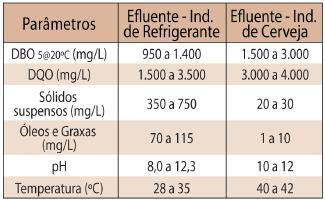
Por apresentar grande quantidade de açúcares, os efluentes de cervejarias e indústrias de refrigerantes, possuem cargas orgânicas muito elevadas, superando de 3 a 10 vezes o esgoto sanitário, portanto para efetuar o tratamento destes tipos de efluentes são utilizados em grande frequência os reatores anaeróbios UASB, EGSB ou IC, cujas eficiências na remoção de matéria orgânica são da ordem de 75 a 85%, podendo superar 90% em casos específicos.
O reator tipo UASB (Up Flow Sludge Blanket) foi desenvolvido na Holanda por Lettinga no final década de 70 para efetuar o tratamento de efluentes indústrias com elevadas cargas orgânicas. O processo de tratamento ocorre com fluxo ascendente do efluente que atravessa o manto de lodo, composto por diversos microrganismos estritamente anaeróbia. Esta biomassa rapidamente converte a carga orgânica do efluente em biogás, através do processo de fermentação e também gera novas células (lodo). No topo do reator existe um separador trifásico que separa o lodo, o efluente líquido tratado e o biogás, abaixo segue o desenho esquemático do reator UASB.
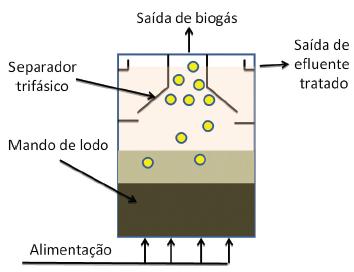
O reator UASB opera com baixa carga, em geral inferior a 10 kg DQO/m³.dia, o que se traduz em reatores de 4 a 8 metros de altura, com grandes volumes e longos períodos de detenção hidráulica.
Já o reator tipo EGSB (Expanded Granular Sludge Bed) corresponde a evolução do UASB com praticamente o mesmo esquema interno, a diferença básica consiste na maior velocidade ascensional, principal responsável pela geração do lodo granular, que é mais robusto e em maior tamanho e quantidade. Devido a esta condição específica são admitidas maiores cargas pelo reator, da ordem de 14 a 16 DQO/m³.dia, gerando assim reatores de menor volume, porém com a altura variando de 10 a 15 metros.
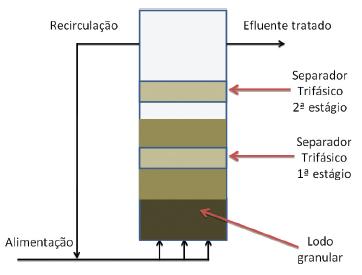
Com o passar do tempo o reator EGSB também foi aprimorado, adicionando-se uma etapa de recirculação interna, originando os Reatores IC (Internal Circulation), atualmente em diversas versões patenteadas.
A principal característica desta tecnologia é a pequena área ocupada e elevada altura do reator, que ultrapassa os 20 metros, associada a capacidade de operar com alta carga orgânica, da ordem de 20 a 25 kg DQO/m³.dia. Em geral os reatores tipo IC podem utilizar 2 tanques, sendo um de pequeno volume para condicionamento do efluente e outro para a fermentação propriamente dita que utiliza pelo menos 2 separadores trifásicos. A figura II abaixo ilustra esquematicamente o Reator IC.
Como todo sistema de engenharia, as três tecnologias apresentam pontos positivos e negativos, portanto o projeto deve ser baseado no arranjo que obtiver maiores benefícios à planta de tratamento.
O gráfico ao abaixo apresenta a principal diferença entre os reatores UASB, EGSB e IC, que é a carga orgânica admissível ou seja a capacidade de tratamento do reator, em função do volume e tempo de detenção hidráulico, para tratamento de efluente típico de cervejaria.
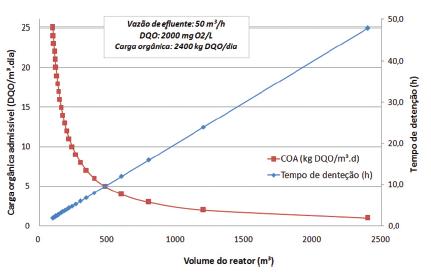
Pelo gráfico fica evidente que quanto maior for a capacidade de carga admitida pelo reator, menor será seu volume e tempo de detenção hidráulica, logo os requisitos de área para implantação da unidade serão menores.
Como o efluente de cervejaria e indústria de refrigerante apresentam grande quantidade de açúcares facilmente biodegradáveis, os reatores de média e alta carga como o EGSB e IC são mais comumente empregados, porém devido ao baixo tempo de detenção hidráulico são mais sensíveis a mudanças bruscas na qualidade do efluente bruto ou eventuais falhas nos processos de pré-tratamento, como choque de carga orgânica e tóxicos, picos de vazão e variações bruscas de pH. Já reatores de baixa carga são menos sensíveis a estas variações, em contra partida requerem maior área de implantação.
Devemos lembrar que os reatores UASB, EGSB e IC, apesar da grande eficiência na remoção de carga orgânica, requerem etapa de pós-tratamento para remoção da carga orgânica residual, para tanto são utilizados os sistemas aeróbios, como lodos ativados, lagoas aeradas ou filtros biológicos. Também devemos mencionar que existem outras diferenças entre cada tecnologia apresentada, sendo que estas serão abordadas nas próximas edições da revista.
Henrique Martins Neto
Engº Químico – Especialista em Química Ambiental
EQMA Engenharia & Consultoria Ltda
Cel.: (11) 9-9938-0272 | Cel.: (19) 9-9377-1661
Cx Postal 26.678 | CEP 05116-970
E-mail.: henrique@eqma.com.br
Web.: www.eqma.com.br
Skype.: henrique.martins.neto








